



| Lugar de origen: | Guangzhou, China |
|---|---|
| Nombre de la marca: | RIBO |
| Número de modelo: | RiBo-8CR2L |
| Cantidad de orden mínima: | 1 PC |
| Precio: | negotiable |
| Detalles de empaquetado: | La máquina que sopla principal y el sistema de alimentación del objeto semitrabajado son embalados p |
| Tiempo de entrega: | 120 días |
| Condiciones de pago: | L/C, T/T |
| Capacidad de la fuente: | 100 PCS/Year |
| Echada de la cavidad: | 120m m | Echada de la calefacción del objeto semitrabajado: | 38m m |
|---|---|---|---|
| No. de Cav.: | 8 | Volumen de Max.container: | 2L |
| Gama del diámetro de cuello: | 18~30m m | Diámetro de Max.Container: | 114m m |
| Altura de Max.Container: | 320m m | Salida: | 16000~12000 BPH |
| Poder clasificado: | 147 KW/H | Consumo de energía: | 48~68 KW/H |
| Garantía: | 1 año | Servicio post-venta proporcionado: | Dirige disponible para mantener la maquinaria en ultramar, la ayuda en línea, soporte técnico video, |
| Resaltar: | máquina automática del moldeo por insuflación de aire comprimido 12000bph,Máquina automática del moldeo por insuflación de aire comprimido 16000BPH,Máquina automática del moldeo por insuflación de aire comprimido de 147 KW/H |
||
Desarrollo de tecnología
Uso del sistema servo del PLC:
Sistema adoptado del regulador del movimiento de Omron (tipo del módulo de la integración), usando el sistema del PTO (módulo de colocación servo) para alto
la velocidad que coloca, sensores de proximidad busca la ubicación de destino orbital, enviando señales de alta velocidad al sistema servo.
la posición de la pista es detectada en línea por el codificador rotatorio de la alta precisión incorporado el motor servo, devolviendo informaciones
al sistema de control, finalmente, la colocación de alta velocidad es realizada colocando el módulo.
Uso del motor servo
El mecanismo del movimiento del molde: Adoptó el motor servo para conectar la caja de engranajes, sistema de transmisión sincrónico es
adoptado para satisfacer el intercambio arriba y abajo del movimiento de los dos mecanismos de la bisagra a ambos lados del molde acarreó por dos
barras del acoplamiento respectivamente. De esta manera, el molde dos que sostiene las placas en el movimiento medio opuesto o hacia uno a, que es
conocido generalmente como la abertura y cierre del molde. La rueda de acarreo conducida por el motor servo hace rondas a la derecha
continuamente, reduciendo el impacto del poder y llevar, hace el molde que afianza más con abrazadera suavemente. Cada ronda lleva a
ciclo completo del molde que celebra el movimiento de las placas------abierto y cercano. También la fijación sobrealimentada aire de alta presión del molde
se aplica el mecanismo que pulimenta el impacto entre las placas del molde y protege eficazmente moldes. Además, ayuda a
reduzca la visibilidad de dividir líneas en las botellas acabadas. Se diseña el mecanismo impulsado por motor servo del movimiento del molde y
creado sobre el análisis de simulación que dirige rígido, que se asegura de que las series de los movimientos del molde son simples, exacto,
constante y rápido, haciendo duración de ciclo 0.2~0.4 segundos.
El objeto semitrabajado que alimenta y preformar el mecanismo de la transferencia de los tenedores de la calefacción: La rueda de estrella de alimentación del objeto semitrabajado y
el mecanismo de calefacción de la transferencia de los tenedores del objeto semitrabajado es conducido por el tipo síncrono paso del acoplamiento de la correa del motor servo de la impulsión. Para
el sistema de calefacción rotatorio del objeto semitrabajado, los tenedores de calefacción del objeto semitrabajado es controlado por el motor variable de la frecuencia, objetos semitrabajados (el cuello del objeto semitrabajado es
hacia arriba) está la calefacción rotatoria de 360 grados ininterrumpido, echada de la calefacción del objeto semitrabajado de 48m m, más objetos semitrabajados se calienta ininterrumpido
dentro de la misma distancia, que mejora la eficacia y el ahorro de la energía sobre el 40%. El mismo motor servo se utiliza a
actúe síncrono en una pista de la diapositiva para girar la colocación de alta velocidad del escalonamiento para simplificar la estructura, que hace
la pista del escalonamiento rápida y estable, acorta la duración de ciclo de la producción y mejora grandemente la eficacia de la producción.
Realícese después de mecanismo de la echada calentada/variable: Este mechanisam se adopta el motor servo para conectar el tornillo
directamente, el tornillo da vuelta alrededor, la echada fue cambiado a partir 48m m hasta 96m m directamente, estructura fue cambiado para asegurar arriba
la velocidad y exactos realizan la dirección entre el mecanismo dos.
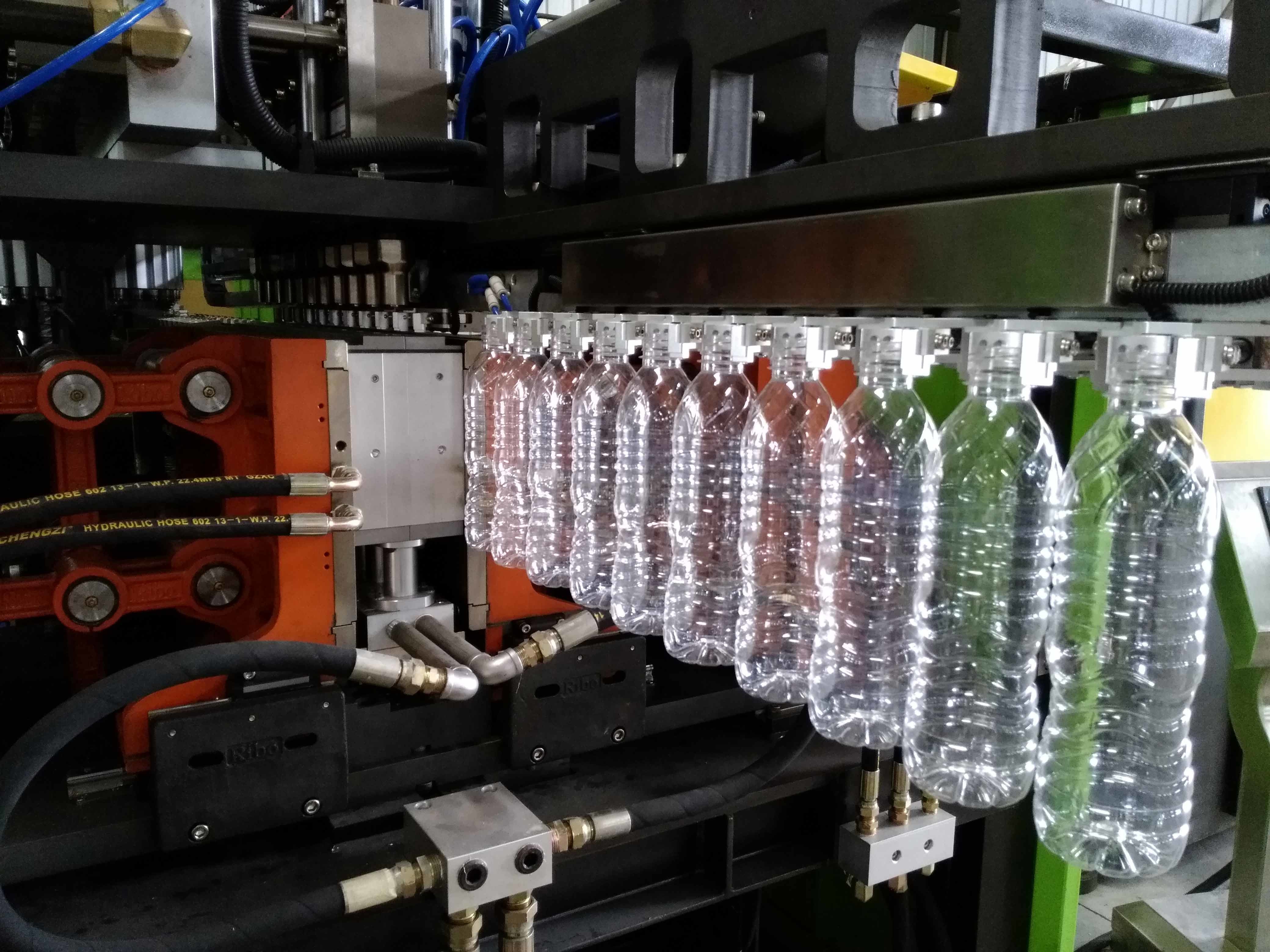
Sistema de transferencia del objeto semitrabajado con los agarradores y el mecanismo de la hacia fuera-alimentación de la botella: Objetos semitrabajados calentados que entregan en el moldeo por insuflación de aire comprimido y
la hacia fuera-alimentación acabada de las botellas conducida por el mismo motor servo y la correa síncrona, para asegurar el de alta velocidad y exacto para
estos dos movimientos.
El mecanismo que estira (abajo de estirar): las barras que estiran son conducidas por un motor servo de una vez, que
asegura el synchronicity del movimiento de las barras y lo hace más fácil hacer el ajuste antes de la producción. (Después de que
intercambiando el moldeo por insuflación de aire comprimido, hace mucho más fácil ajustar la altura de estirar las barras, apenas necesitan entrar los datos sobre
pantalla táctil, en vez de hacer el ajuste por el manual.)
Uso del sistema de calefacción termostático
El sistema de control modularizado se utiliza en el horno termostático de la calefacción del espacio en blanco del frasco, para que utilice las lámparas infrarrojas y el reflector
objeto semitrabajado de calefacción. Después de fijar el valor de la temperatura, el equipo puede ajustar automáticamente el voltaje de salida según
tarifa sin ser afectado por la fluctuación del voltaje y el cambio de temperatura ambiental. Al mismo tiempo, también se refresca cerca
aire de circulación controlado por el convertidor de frecuencia, que puede garantizar con eficacia la temperatura y el constante internos de calefacción
la temperatura de los hornos de calefacción, y hacer la superficie de cada objeto semitrabajado y de su temperatura interna calentó uniformemente.
Por otra parte, la botella gira 360 grados en los hornos de calefacción, para poder calentar cada lado del objeto semitrabajado uniformemente, que
mejora la producción de la botella soplada y la gama de la adaptabilidad de los objetos semitrabajados de pared gruesa.
El uso del regulador de voltaje a circuito cerrado lleno en sistema de calefacción del objeto semitrabajado:
La temperatura de los hornos de calefacción es controlada por el regulador de voltaje a circuito cerrado lleno (con la reacción) que
convertido independientemente por la compañía de RiBo. El regulador detecta y ajusta el voltaje de salida (valor determinado) en la exploración
frecuencia de 218 veces por segundas, para alcanzar el efecto uniformemente de la salida del voltaje y solucionar el problema de inestable
el efecto térmico causó por la fluctuación del calor del elemento de calefacción (lámparas) debido a la fluctuación del voltaje de la fuente de alimentación. En
la adición, el sistema de control a circuito cerrado obra recíprocamente y coopera con el control de la temperatura constante de los hornos originales de la calefacción
sistema, mejorando grandemente la fluctuación de la temperatura de calefacción causada por el cambio de temperatura ambiental. Por el uso de
la tecnología antedicha en la máquina que sopla de la botella, la uniformidad de calefacción y la estabilidad de cada objeto semitrabajado tienden a estar totalmente
constante, que finalmente asegura la estabilidad y la uniformidad del efecto que sopla de la botella de cada cavidad. Esta unidad a circuito cerrado tiene
mejoró más lejos el funcionamiento total del equipo que soplaba de la botella.
La máquina se equipa de la detección de la temperatura del objeto semitrabajado en el extremo del horno de calefacción pasado, si la temperatura del objeto semitrabajado
no alcanza la temperatura que sopla, los objetos semitrabajados que entran el moldeo por insuflación de aire comprimido sino el ningún soplar, ahorrando el aire.
Parámetro técnico
| Artículos | Unidad | Modelo | |
| RiBo-8CR2L | |||
| Espec. del moldeado. | Echada del objeto semitrabajado | milímetro | 120 |
| Echada de la calefacción del objeto semitrabajado | milímetro | 38 | |
| No.of Cav. | cav. | 8 | |
| Espec. del envase. | Volumen de Max.Container | L | 2 |
| Gama del diámetro de cuello | milímetro | 18~30 | |
| Diámetro de Max.Containr | milímetro | 114 | |
| Altura de Max.Containr | milímetro | 320 | |
| salida teórica del ※ del ※ | bph | 16000~12000 | |
| Espec. del poder. | Poder clasificado | Kilovatio | 147 |
| Consumo de energía | Kilovatio | 48~68 | |
| Espec. del compresor. | Presión de soplo | Mpa | 2.5~3.2 |
| Consumo del aire | m3/min | 8~10 | |
| Espec. principal de la máquina. | Tamaño | milímetro | 7869*3400*3200 |
| Peso | Kilogramo | 10500 | |
| * debido a la especificación de desarrollo técnica continua sea mejorado sin previo aviso. | |||
| los diseños *Special corresponden a las necesidades de los clientes. | |||